产品
案例
我们
松本首页
电主轴
气主轴
打磨机
产品中心
成功案例
新闻资讯
关于松本
联系松本
新闻资讯
0.4mm微孔加工,西铁城A20背轴+80000转高频铣解锁精密加工
钻微孔,要保证孔位精度无偏差,又要规避断…
【详情】
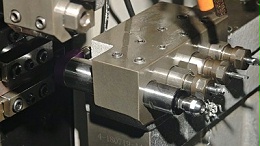
津上BO205走心机背轴增大切削力,加装大扭矩RBZ20高速主轴
津上BO205走心机,其空间有限,位置狭…
【详情】
RBZ浮动主轴:压铸铝件去毛刺,柔性加工降本增效
压铸铝复杂工件,工件边缘、浇冒口、内孔及…
【详情】
RBZ高速电主轴体积小、适配性强,适合加装排刀机上钻小孔
RBZ高速电主轴,体积小,对于排刀机狭窄…
【详情】
RBZ高速电主轴多用于钻孔铣削且带485通讯
金属零部件加工,想要性价比高,可选择RB…
【详情】
注塑件合模线处理难题?RBZ浮动主轴可轻松解决
在注塑件生产中,合模线的处理是影响产品外…
【详情】
6
/
285
首页
上一页
5
6
7
下一页
末页