产品
案例
我们
松本首页
电主轴
气主轴
打磨机
产品中心
成功案例
新闻资讯
关于松本
联系松本
新闻资讯
津上S205A不锈钢钻孔,挂架上加装80000转直柄高频铣
精密零部件不锈钢钻0.8mm孔,深度0.…
【详情】
轮毂去毛刺抛光加工,60000转自动换刀主轴全加工
汽车轮毂铝合金材质去毛刺后抛光加工,加工…
【详情】
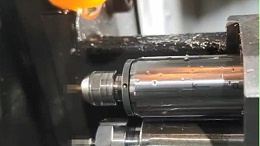
数控机床黄铜3mm内孔研磨,使用60000转高速电主轴提高光洁度
黄铜零部件内孔需要研磨,内孔直径3mm,…
【详情】
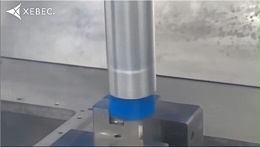
铝合金片状工件飞边,五轴加工中心夹持锐必克陶瓷研磨刷可加工
铝合金片状工件,有少许飞边,要求去除无残…
【详情】
复合材料硬材质铣削,2N.M大扭矩高速电主轴BMS-5010保持精度
对于新材料加工,如复合材料工件进行铣削加…
【详情】
钻微孔后孔偏是什么原因?高频铣一拖二可解决
不锈钢零部件钻0.2mm,加装在津上走心…
【详情】
28
/
280
首页
上一页
27
28
29
下一页
末页