产品
案例
我们
松本首页
电主轴
气主轴
打磨机
产品中心
成功案例
新闻资讯
关于松本
联系松本
松本新闻
陶瓷工件研磨加工,排刀机60000转高速电主轴高精度加工
圆棒陶瓷工件需要进行微量研磨,使用什么加…
【详情】
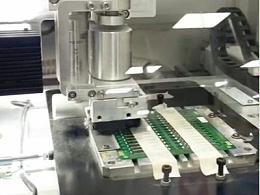
切割1.6mmPCB板,60000转分扳机主轴装锯片加工
PCB板分板切割,板厚1.6mm,切割工…
【详情】
研磨不锈钢9mm内孔,65000转高速气动主轴高精度加工
不锈钢工件钻9mm孔后,需要研磨内孔,加…
【详情】
不锈钢齿轮铣削,精雕机夹持60000转高速电主轴加工
不锈钢齿轮铣削,需加装在精雕机上加工,铣…
【详情】
永磁体的磁通密度,可用台式高斯计TD8650测量
永磁体产品需要测量其磁通密度,看其数值是…
【详情】
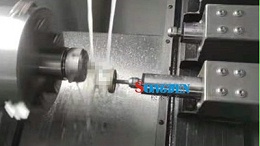
半导体铍铜钻0.15mm孔,60000转高速电主轴可加工
半导体铍铜工件需要进行钻孔加工,钻0.1…
【详情】
34
/
278
首页
上一页
33
34
35
下一页
末页